
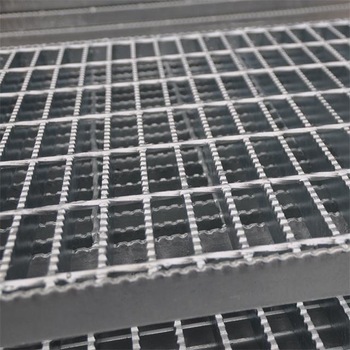
Proceso dizainasplieninės grotelėsyra išdėstyti geometrinę lapo informaciją pagal originalios lentelės dydį.Plieninės grotelės gaminamos su guoliu ir skersiniu strypu.Galutinis tikslas – kad pjovimo plane būtų atsižvelgta į medžiagų panaudojimo greitį ir aukštą gamybos efektyvumą. Plieninių grotelių proceso derinimo principai daugiausia apima šiuos aspektus:
1. Visiįplieninės grotelėssu visu lėkštės dydžiu arba didesniu nei viso lėkštės dydžiu, pageidautina suderinti pagalįilgio. Atitinkamas dydis yra kuo mažesnis ir vienodas, o ilgio diapazonas kontroliuojamas 5-7 metrų ribose.
2. Nedidelį skaičių siaurų lentų galima išdėstyti pločio tvarka nuo didelių iki mažų arba nuo mažų iki didelių, o tada jas galima derinti lygiagrečiai pagal ilgį.
3. Kai plotis persipildo, naudokite žaliavos skersinį strypą kraštų apvyniojimo suvirinimo procesui atlikti ir nevirinkite plokštės atskirai.
4. Dvigubo strypo suvirinimo aparatas kiekvieną kartą spaudžia ir suvirina 2 skersinius, o nelyginio skaičiaus negali būti.
5. Lentos ir lentos atitikimas turi išlaikyti pjovimo kelio dydį. Jei to neužtenka,įskersinį reikia atlaisvinti.
6. Brėžinių rinkinys turi būti griežtai klasifikuojamas. Jei keli brėžiniai viršija 200 kvadratinių metrų, šiuos brėžinius reikia suderinti. Kai dydis yra mažesnis nei 200 kvadratinių metrų, jis gali būti laikomas suderintu su mažo dydžio brėžiniais
7. Norint sutaupyti medžiagos, reikia atsižvelgti į specialios formos plienines groteles ir jų išmontavimą ir užpakalinę jungtį.
8. Plokštėms, kurių plieninis atstumas yra 60 mm, žaliavos gamybai galima naudoti šukos spaustukus, kurių atstumas yra 30 mm.
Paskelbimo laikas: 2022-07-21